PLA(聚乳酸)化合物的成型和加工指南
为了从RTP公司的聚乳酸(PLA)基化合物注塑制品中获得最佳性能,了解这些材料的适当注塑条件是很重要的。PLA是一种半结晶聚酯热塑性塑料。因为聚酯易于水解,制模者必须特别注意确保材料在成型前是干燥的。类似于其他半结晶聚酯,PLA可以模压成非晶态或结晶形态通过改变模压条件。
干燥
聚乳酸是一种吸湿性热塑性塑料,很容易从大气中吸收水分。即使是少量水分的存在也会在熔体中水解PLA,降低分子量并导致性能损失。在注塑成型之前,我们建议所有含聚乳酸化合物的干燥到含水量低于0.02% (200ppm),使用干燥剂干燥器,能够提供露点为-40°F(-40°C)的空气。
RTP公司将供应的大多数PLA化合物将具有非晶颗粒。当加热到超过玻璃化转变温度(Tg)(130°F(55°C))时,这些颗粒的表面会变得有粘性。重要的是,干燥温度不超过130°F(55°C)或颗粒将粘在一起,不会流出干燥机。合金与其他聚合物,如PLA/PC混合,可以在更高的温度下干燥。
非晶形态与结晶形态
PLA是一种真正的半晶型树脂,通过选择是否包括成核剂和模具温度的选择,可以决定最终部分是具有非晶形态还是结晶形态。
如果应用不暴露在120°F(50°C)以上的温度下,它是可以接受的模塑PLA在非晶形态。非晶态形态是通过不添加任何成核剂和使用模具表面温度控制在低于75°F(24°C)的温度来实现的。模具温度高于这将导致零件粘在模具和非常柔软和灵活的弹射。
如果应用将暴露在130°F(55°C)以上的温度,而不管压力,或将暴露在120°F(50°C)以上的中等压力下,即50 psi (340 KPa), RTP公司建议PLA处于结晶状态。结晶形态是通过添加成核剂来实现的(RTP公司提供标准循环成核剂或快速循环成核剂)。模具表面温度必须控制在180°F(82°C)以上,最好是220°F(105°C)左右,标准循环时模具关闭时间通常必须超过60秒,快速循环成核剂关闭时间一般必须超过40秒。这是典型的1/8英寸(0.32厘米)厚的部分。根据浇口和流道的厚度和顶出器的设计,较薄的部件可以在较短的周期内被顶出。模具温度低于180°F(82°C)或更短的周期时间将导致零件粘在模具中,并在弹出时非常灵活。这可能听起来有违直觉,但对于一个有核的PLA,你想要提高你的模具温度超过200°F(93°C),使部分更硬的喷射。
弹射不良有核PLA零件的典型故障排除顺序为:
- 调高模具温度至200°F(93°)以上
- 增加闭模时间(标准循环成核剂60秒以上,快速循环成核剂40秒以上)
- 尽量降低熔体温度
- 上述建议不适用于与另一种聚合物(如PLA/PC杂化聚合物)共混的PLA,因为其他聚合物通常会抑制PLA的结晶能力。这些合金的详细成型条件在具体配方的产品数据表中给出。
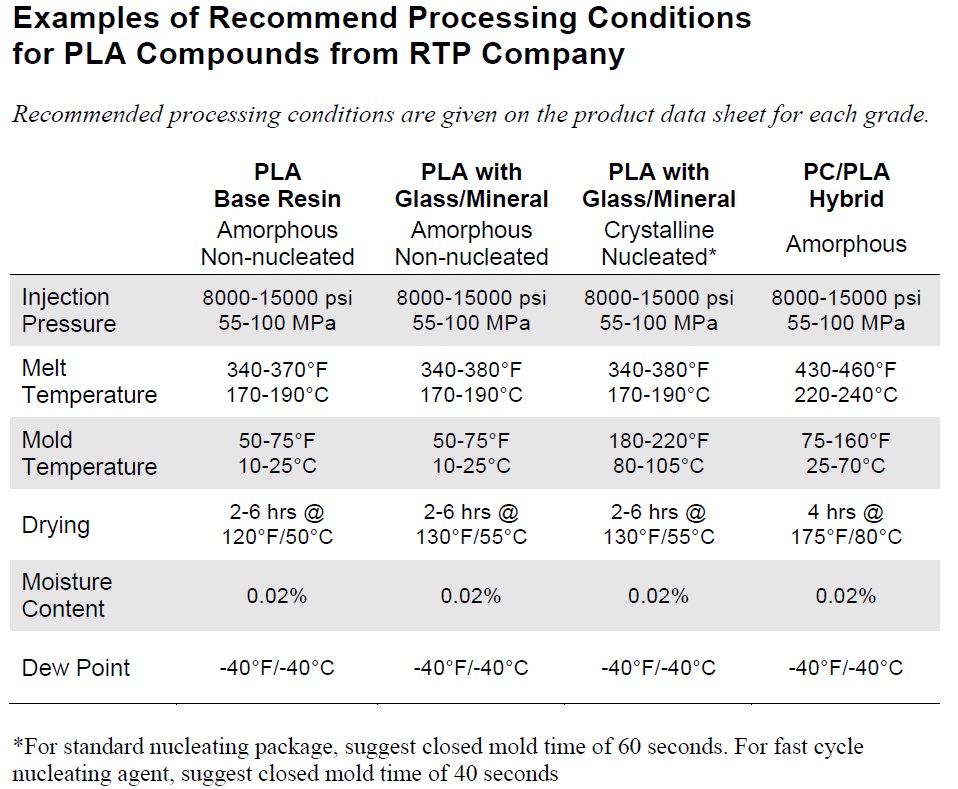
- RTP公司PLA化合物推荐加工条件的例子
- 每个等级的产品数据表上都给出了推荐的加工条件。